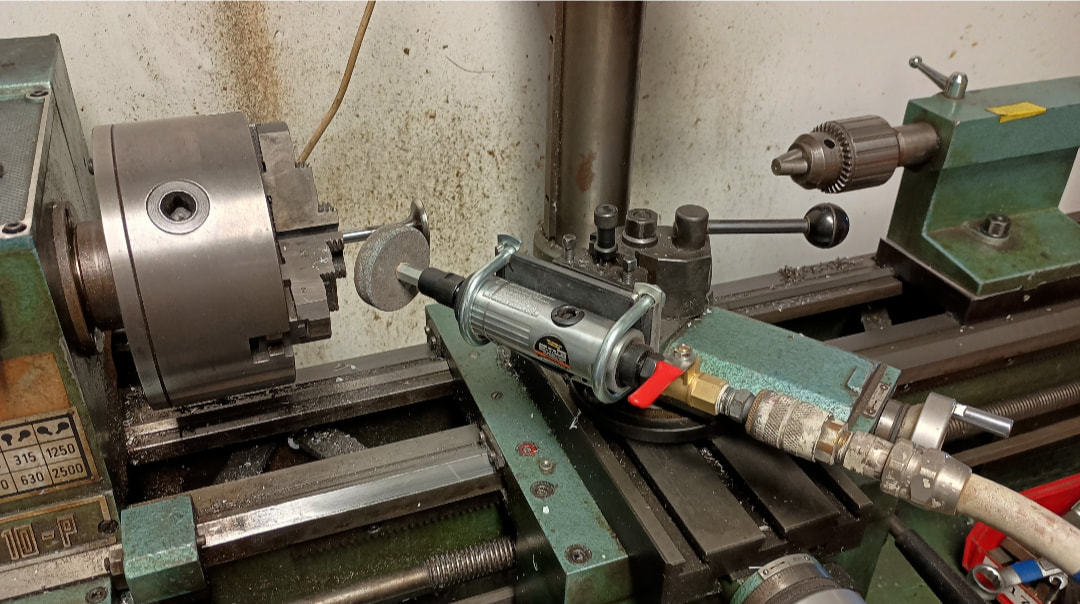
When I take the valves out of the head to lap them with the seats, they never look great. And now that I have tools to cut the seats, I’d like to clean up the valves. So in the name of science I decided to chuck up a valve in the Maximat lathe we have at our EAA chapter and give it a go.
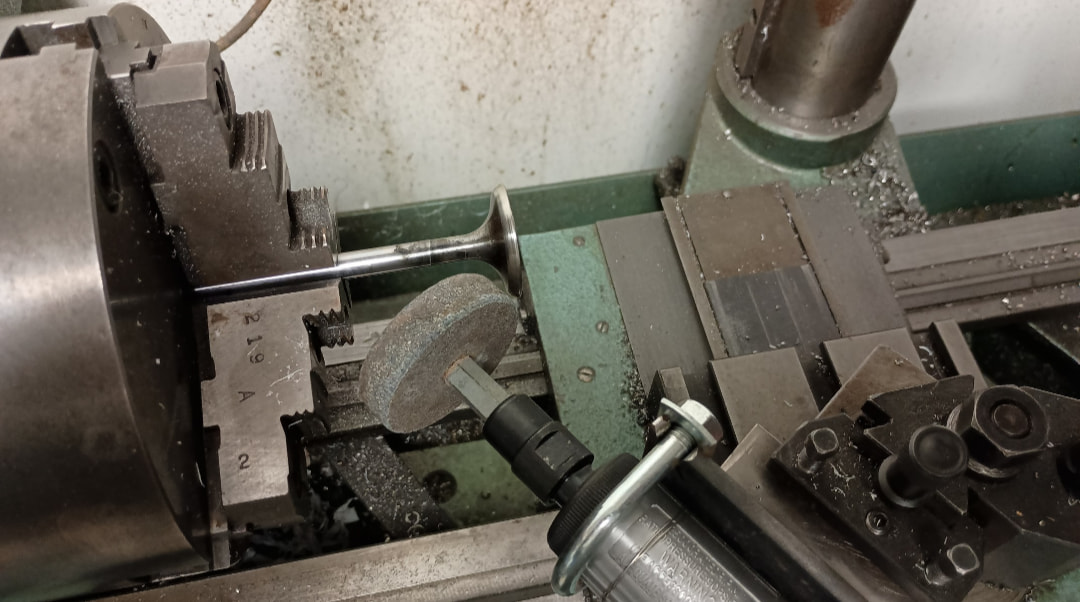
There are a few issues. My bits are chinesium carbide, the lathe is old and tired, and I’m not really very good at this. This is where I ended up after trying to do a 46 degree sealing cut and a 30 degree base cut:
That grinding wheel is not true and the shaft is bent. I just threw it away after doing a fit check. The real ones come tomorrow and I have a diamond point coming Monday.
Got the new stones. At first glance, they were not running true. Did one pass with the diamond point, and it didn’t clean up the whole surface. A slight adjustment, and it cleaned up nicely.
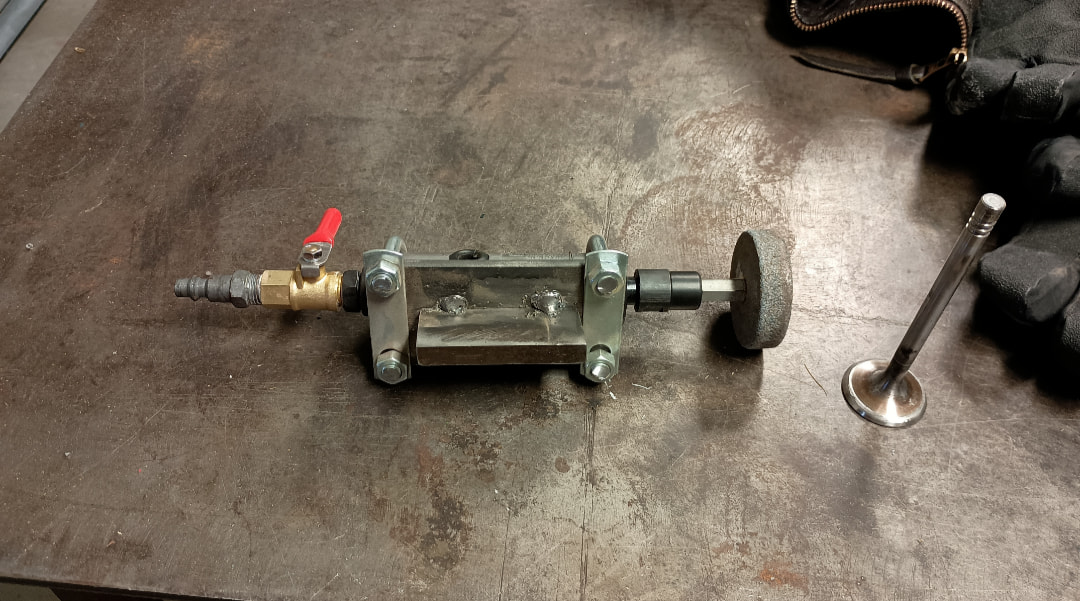
The stone was not true once I had it in the die grinder. I’ve figured out a way to do it on the lathe but will need to cover all the slides and ways. Here’s the template for the face cut. The compound slide is set at 0 degrees so I can lock the carriage and use the compound slide to pull the stone into the valve.
The diamond point seems pretty beat already. Must be a cubic zirconia point.
The HF die grinder and/or the amazon stone shake like a dog s***ing razor blades. (That’s a Sikorsky technical term from the dynamics discipline).
The surface finish is not as awesome as I had hoped. Possibly due to item #2.
For this annual, I think I’m going to buy new valves to put in my freshly cut seats so I can get on with life. But I’m going to keep working at this. Video to follow.
I was hoping to hear that it worked flawlessly the first time you tried it. But where’s the fun in that, I guess?
Does the grinder do a better or worse finish than just running a tool bit across it? Would the use of valve grinding compound afterward make it acceptable?
If it was me, I’d probably just move on with the new valves, too, just to get the plane back in the air. But I also like that you haven’t given up yet.
The results with a tool bit were really bad. I may be able to lap out these valves. They are a lot better than how they came out of the motor. I think I just need to figure out the right wheels.
Watching the video, from both the way the grinder is removing material and visible motion of the valve as it rotates, it appears there is a noticeable amount of runout. I assume if it’s visible in video, it’s more than I’d want to remove by lapping. I wonder if machinable soft jaws would help in that lathe.
I agree. I went through the dial indicator collection that I got with the Bridgeport and they all seem like junk. Maybe rusted up or something. That’s part of the reason I’m buying new valves for now and will work this after the airplane is flying again. Unfortunately it’s an old lathe, owned by the chapter, and nobody has really taken care of it. I will probably try to lap the valves and see if they seal. A couple of the valves I did are from a junk head that had an intake seat drop out. A couple that I did are from my spare engine.
I foresee a similar experiment on the Bridgeport, using an 8mm collet to hold the valve, and the rotary table mounded vertically to set the angle.
So I may end up with a bunch of spare valves. For the AeroVee that’s a good thing.
4 jaw chuck is probably good, but I think I’d get annoyed indicating it back in 8 times to do all the valves, but maybe it’s great practice and you’d get really good at it.
You could use the 4 jaw chuck to hold a collet block though and hopefully only have to indicate it in once. If you did that you could buy even more tools.
I’m curious about soft jaws on the 3 jaw chuck and bore them to 8mm. There’s probably some little gotchas you have to consider–I think you’d want to have something for the jaws to bite on inside the chuck (rather than machining them under no load) while you’re machining the soft jaws to ensure you machine them concentric to how they’ll be in use.
Did you try grinding by making multiple passes using the compound slide and just incrementing by .0005 or so per pass using the cross slide? Curious whether this would change the surface finish. The machinist handbook has a couple pages that talks about how to use the diamond point. It’s apparently supposed to be held at an angle so the diamond can spin, but I don’t know if that applies to cheap diamonds too.
Best if you do it all these ways and keep us entertained with daily updates.